Gasification for multiple purposes
Gasification is the thermo-chemical conversion of solid biomass or residues into product gas. This gaseous secondary energy carrier is the basis for a broad spectrum of valuable products. Product gas can be either used for direct heat and power generation or upgraded into green gases or liquid products. The product spectrum includes hydrogen, synthetic natural gas (SNG), liquid transportation fuels, kerosene, and chemicals. Gasification is thus significantly more versatile than direct combustion. It can be applied in different market segments and react to market changes, offering a powerful pathway towards sustainable energy transition.

Gasification as a technology allows us to establish biomass- and waste-based biorefinery processes, leading to a more sustainable energy system (Photo credit:Unsplash/Dustan Woodhouse)

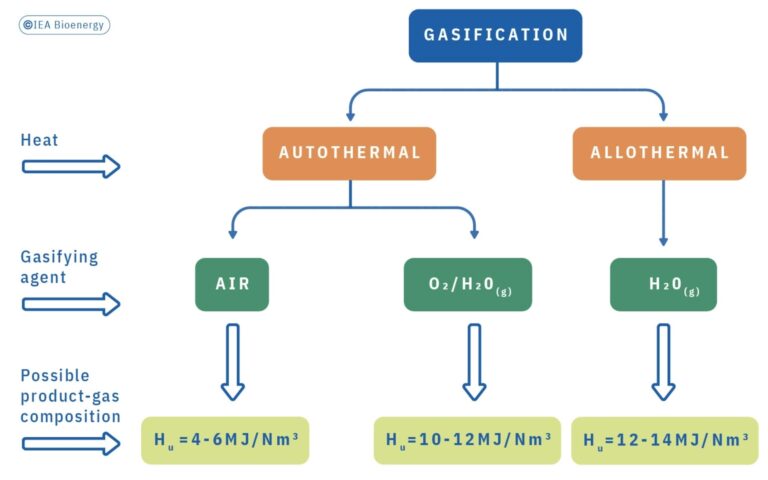
Gasification occurs when a solid feedstock is heated and brought into contact with a gasifying agent. Typically, either a single agent—air, steam, carbon dioxide, oxygen—or a defined mixture can be used. This results in the conversion of the solid feedstock into a product gas. This gas is mainly composed of hydrogen, carbon monoxide, carbon dioxide, methane, and possibly nitrogen. However, the composition is heavily dependent on the gasifying agent used and influenced by the feedstock and operating conditions.
Gasification is a superordinate term and a broad variety of different gasification technologies exist. The selection of the technology depends on a number of different factors. Of these, the most prominent are the selection of feedstock, the end product(s), and the scale of production. The end product(s) gained from a gasification process will determine the gasifying agent and the operating conditions, among other parameters.
The typical product gas is mainly composed of hydrogen, carbon monoxide, carbon dioxide, methane, and nitrogen (respectively, H2, CO, CO2, CH4, and N2), if air is used as the oxidant. The composition varies significantly between different gasification concepts. Autothermal gasification, using either air or oxygen/steam mixtures, is characterised by a lower content of H2 in the product gas in comparison to allothermal gasification which uses steam. In recent years, the use of CO2 as a gasification agent has been attracting increased interest. CO2-based gasification would be categorised under the section “allothermal” gasification.
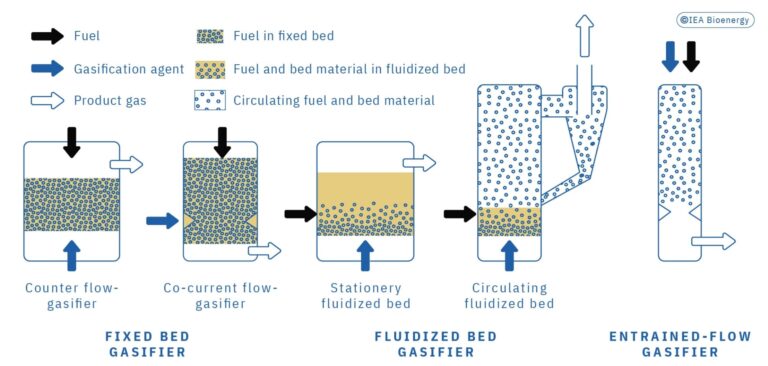
The scale of production defines the utilisation of fixed bed, fluidised bed, or entrained flow gasification reactors. The selection is also heavily based on the choice of feedstock, as feedstock characteristics lead to constraints on which reactor type is suitable. This is especially relevant for feedstock with relatively high water content. In specific circumstances, other technologies, which are not further discussed in this report, may also be suitable. Fixed bed gasification is typically used in small-scale applications in the kW-scale range to produce heat and power. Fluidised bed reactors are used in medium- to large-scale applications ranging from around 10 to many hundred MW. Thus, fluidised bed gasification enables more complex biorefinery processes with downstream gas upgrading equipment. The same is true for entrained flow gasification, which is typically applied at even larger scales (above 100 MW).
Technology readiness level and status of implementation

While the above-mentioned applications have reached market maturity, current developments within the field of gasification have shifted the focus of the technologies. On the one hand, cascadic use of biomass shifts the feedstock for gasification more towards biogenic residues and wastes. On the other hand, the upgrading of product gas into more valuable end products transforms gasification from being a purely energetic use of feedstock into more complex multiproduct biorefinery processes. In this regard, process chains combining gasification technologies with advanced gas cleaning, gas upgrading, and potentially synthesis processes are being developed. The most important future applications are the production of Fischer-Tropsch (FT) diesel and kerosene, biomethane, and hydrogen.
For biorefinery processes, gasification technologies using steam, oxygen, or carbon dioxide are becoming more relevant, as nitrogen-free synthesis gas is needed for further upgrading. This development is currently at pilot-to demonstration scale (TRL 5–7) for CO2-based gasification or in the first phase of commercialisation (TRL 8–9) for steam-based gasification.
As well as medium- and large-scale biorefinery applications, small-scale gasification (< 1 MWth) has been successfully developed and introduced to the market. These systems are commonly based on fixed-bed conversion technologies and operated using air as the gasification agent. After a basic cleaning step, the product gas is combusted in modified engines to provide heat and electricity. Most applications are operated with wood chips. The fixed-bed conversion technology usually requires higher fuel quality compared to fluidised-bed systems which are often applied in medium- and large-scale gasification. The most critical fuel parameters that need to be monitored and adjusted for wood chips are water content and share of fine particles.
Environmental effects
Greenhouse gas emissions
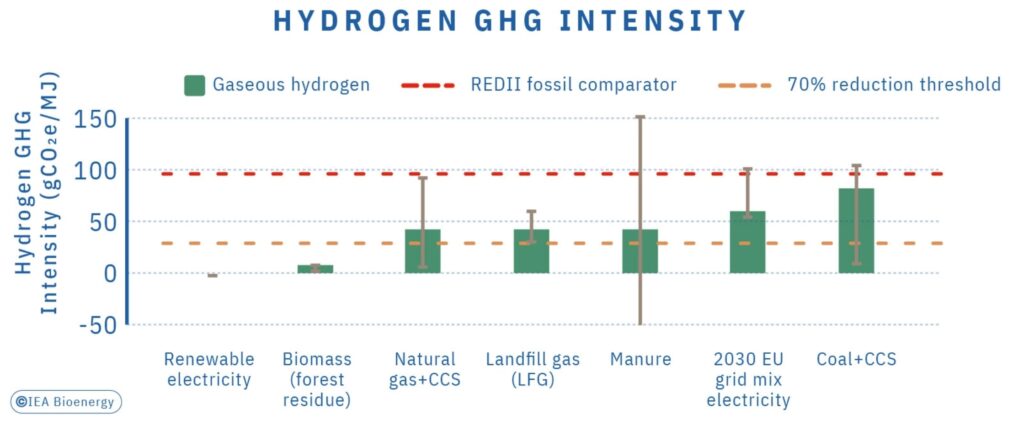
One important product of gasification technologies is hydrogen. If hydrogen is produced from renewable electricity via electrolysis, related GHG emissions are close to zero. Gasification of forest residues for producing hydrogen also creates only very low GHG emissions. Hydrogen produced from natural gas—where CCS is not applied—has very high GHG emissions of almost 100 gCO2eq/MJ. Even when CCS is applied to natural gas- or coal-based hydrogen production, GHG emission reductions are, on average, limited and above the 70% reduction threshold for new biofuel installations, as required by the European Union (EU) Renewable Energy Directive.
In the cited study, forest residue was used as biomass feedstock in the gasification pathway. However, different biogenic residues could also be used. Preliminary analysis by the authors of the study showed similar GHG intensities among agricultural residues, forest residues, and energy crops.
Emission of air pollutants
The product gas from gasification of biomass or waste mainly contains pollutant species precursors. These are molecules that become known pollutants once the product gas is combusted. For example, in the case of nitrogen, instead of nitrogen oxides (NOx), mostly ammonia (NH3), and to a minor extent, for example, hydrogen cyanide (HCN) are formed. With regard to sulphur, instead of sulphur oxides (SOx), mostly hydrogen sulphide (H2S), and to a minor extent, for example, carbonyl sulphide (COS), are formed. Pollutants and greenhouse gases can be separated before further use of the product gas.

When nitrogen-free gasifying agents such as steam, oxygen, and/or carbon dioxide are used, the volume of the product gas is significantly lower when compared with flue gas from combustion for the same input of feedstock. Therefore, the concentration of pollutant species or their precursors in the product gas is accordingly higher, easing their removal.
Costs
Biomass gasification and subsequent synthesis for the production of transport biofuels offers the opportunity to produce high-quality, drop-in biofuels for sectors that are otherwise hard to decarbonise. Investment costs range from 0.55 to 1.1 EUR/litre biofuel. While the resulting fuel production costs of 1.15–1.39 EUR/litre will be higher than for fossil fuels, they are quite comparable to production costs of other advanced biofuels. A similar situation is expected for the synthetic natural gas route from biomass gasification, which has estimated production costs of 65–80 EUR/MWh.
Current research gaps and opportunities
An observable shift from biomass gasification for combined heat and power applications to residue- and waste-based gasification for biorefinery processes leads to several RD&D needs.

The use of biogenic residues and wastes as feedstocks necessitates reactor design adaptations. These is due, among other factors, to higher ash content, increased amounts of volatiles, and the feedstock having a higher degree of heterogeneity. Pollutants from the conversion of biogenic residues and waste need to be addressed downstream in the gas cleaning process. Depending on the end product, extensive fine gas cleaning needs to conducted.
To establish biorefinery concepts based on gasification, full process chains from feedstock to end products need to be developed. While many process units already have a high degree of maturity, their technology readiness depends on the interfaces and combined operation within the process chain. In this regard, there are currently multiple pilot- to demonstration-scale projects under way to establish complete biorefinery concepts.
As the concepts are manifold—ranging from direct product gas combustion to various complex synthesis applications —RD&D needs to evaluate and benchmark different process chains. Economic feasibility will depend on the market needs and regulatory framework. Significant investments are needed to bring gasification-based technologies from pilot- to demonstration- and, finally, to industrial-scale.

Hybrid technologies that combine electricity and biomass feedstocks can improve product yields of gasification-based (or other) biorefineries. Combining hydrogen from electrolysis with product gas from gasification leads to higher amounts of end products such as liquid transportation fuels or synthetic natural gas. While thorough investigations have already been performed in this regard at smaller scales, such coupled processes still need to be demonstrated and scaled up.
Small-scale gasification for decentralised heat production or on-site production of materials is moving towards modular set-ups, to increase reliability of operation. Modularity is also advantageous during maintenance and servicing, and this supports faster commercialisation. The IEA Bioenergy Task 33 database lists 10 units in operation today, of which five are at commercial scale.
The sequestration of CO2 has recently been gaining in importance. Carbon capture and storage technologies will have to contribute if the ambitious targets for decarbonisation of the global economy are to be reached. If applied in sustainable bioenergy processes, it is even possible to achieve negative CO2 emissions. CO2 can be captured from the syngas before conversion to, for example, Fischer-Tropsch fuels, which would roughly double the amount of mitigated CO2 while only slightly increasing overall biofuel production costs.
Another possible pathway is to produce sustainable hydrogen from gasification while capturing CO2 to achieve carbon-negative hydrogen production. This can be achieved either by conventional gasification technologies or by novel processes such as Sorption Enhanced Reforming (SER). During SER, limestone is used as bed material in connected fluidised bed reactors. If the limestone is shifted between two temperature levels (approximately 600–700°C and 830–930°C) the bed material allows the selective transport of CO2 from the product gas to the flue gas. The bed material is first calcined to calcium oxide (CaO) at elevated temperatures. The CaO is then carbonised in the gasification reactor with the CO2 captured from the product gas. Afterwards, calcination occurs once again in the combustion reactor resulting in the release of CO2 into the flue gas.
Powerful policy instruments

Depending on the application, successful policy instruments either include investment subsidy schemes and technology-specific feed-in tariffs for green heat and electricity production or, in the case of transport biofuels, blending mandates and investment support to demonstration facilities.
In a recent study three different scenarios for the implementation of biomass gasification for Fischer-Tropsch (FT) diesel and Synthetic Natural Gas (SNG) production in Austria were evaluated, with each scenario based on one of the following policy instruments:
- Product-based subsidies of 10–40 EUR cent/L diesel and 5–20 EUR/MWh SNG
- Investment support of 24–66% for diesel and 16–72% for SNG from wood
- Implementation of carbon tax of 60–170 €/t CO2eq fossil diesel or 25–120 €/t CO2eq for natural gas
- Rosendahl L. (2013). Biomass combustion science, technology and engineering. Elsevier. LINK
- IEA Bioenergy Task 33 (2021) Gasification applications in existing infrastructures for production of sustainable value-added products. LINK accessed 18/02/2022
- IEA Bioenergy Task 33, LINK accessed 18/02/2022
- IEA Bioenergy Task 33 (2020) Emerging Gasification Technologies for Waste & Biomass LINK accessed 22/06/2022
- Zhou Y, Swidler D, et al. (2021) Life-Cycle Greenhouse Gas emissions of biomethane and hydrogen pathways in the European Union. White paper. International Council on Clean Transportation. LINK accessed 22/06/2022
- Technische Universität Wien, Institut für Verfahrenstechnik, Umwelttechnik & Technische Biowissenschaften (2020) Reallabor zur Herstellung von Holzdiesel und Holzgas aus Biomasse und biogenen Reststoffen für die Land- und Forstwirtschaft, LINK accessed 22/06/2022
- IEA Bioenergy Task 33 (2018) Gasification for waste for energy carriers. A review. LINK
- IEA Bioenergy Task 33, LINK accessed 22/06/2022
- Technische Universität Wien, Institut für Verfahrenstechnik, Umwelttechnik & Technische Biowissenschaften (2020) Reallabor zur Herstellung von Holzdiesel und Holzgas aus Biomasse und biogenen Reststoffen für die Land- und Forstwirtschaft, LINK accessed 18/02/2022
- Fuchs J, Schmid J et al. (2019) Dual fluidized bed gasification of biomass with selective carbon dioxide removal and limestone as bed material: A review. Renewable and Sustainable Energy Reviews, 107, 212-231. LINK
- Fuchs, J., Schmid, J. C et al. (2020) The impact of gasification temperature on the process characteristics of sorption enhanced reforming of biomass. Biomass Conversion and Biorefinery, 10(4), 925- 936 LINK